
Laserschweißen bei AUCOTEAM
Schnelle und qualitativ hochwertige Fertigung auch größerer Stückzahlen
Mit der 2011 erworbenen Laserschweißanlage der Firma Trumpf lassen sich auch dünnwandige Blechbaugruppen und Gehäuse in hoher Qualität mittels Laserstrahl fügen. Schon kurze Zeit nach der Aufstellung der Maschine stieg die Auslastung im Laserschweißen und damit in sämtlichen vorgelagerten Prozessen rasant.
Innerhalb kurzer Zeit wurden viele Teilprozesse effizient auf Laserschweißen umgestellt. Der Vorteil: die hohe Prozess-Stabilität. Durch Laserschweißen können wir eine Wiederholgenauigkeit erreichen, die mit anderen Verfahren wie WIG oder MAG nicht denkbar waren. In Verbindung mit einer konsequenten Automatisierung des Schweißprozesses können wir auch größere Stückzahlen schnell und qualitativ hochwertig fertigen.
Verkürzung der Durchlaufzeiten – Schutz der Oberflächen
Die Durchlaufzeiten in der Fertigung haben sich mit der neuen Anlage erheblich verkürzt. Da der Prozess des Laserschweißens nur einen sehr geringen Wärmeeintrag in das Werkstück erfordert, ist es uns möglich, den vorhandenen Oberflächenschutz des Bleches durch eine Folie bis zur Anlieferung beim Kunden auf dem Blech zu belassen. Nur im Bereich der Schweißnaht wird die Folie durch ein Folientrennwerkzeug abgetrennt und entfernt. So ist die Oberfläche des Gehäuses weiterhin geschützt.
Optimal für Edelstahl und Stahlblech mit einer Wandstärke bis 1,5 mm
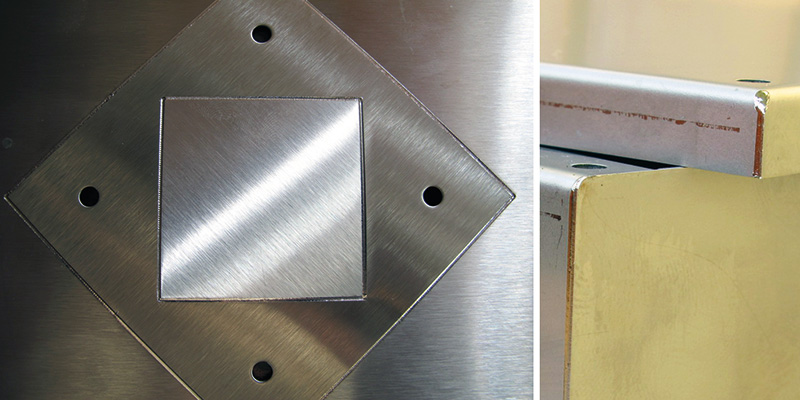
Muster aus der Feinblechverarbeitung
Eingesetzt wird ein gepulster Nd:YAG-Laser der Firma Trumpf. Durch Bestimmung von Pulsdauer, Frequenz, Fokusdurchmesser und Leistung sowie Pulsform wird die eingestrahlte Wärmemenge genau und stets wiederholbar festgelegt. Über die Programmierung können diese Parameter für jeden Schweißpunkt optimal festgelegt und innerhalb der automatischen Fertigung abgerufen werden. Der Laserstrahl lässt sich sehr genau fokussieren und schmilzt die zu fügenden Blechkanten im zu schweißenden Bereich. Das Material schmilzt, weil am fokussierten Punkt dem Blech mehr Energie zugeführt wird, als durch Wärmeleitung innerhalb des Materials abfließen kann. Dabei wird auch die Nahttiefe der Schweißnaht durch die Wärmeleitfähigkeit des zugrunde liegenden Materials begrenzt. Optimal lassen sich bei uns daher vorwiegend Edelstahl und Stahlblech mit einer Wandstärke bis 1,5 mm schweißen. Besonders beim Schweißen von dünnwandigen Edelstahlblechen verhindert die räumlich begrenzte Energieeinbringung wärmebedingte Materialverformungen. Ein wärmebedingter Verzug ist praktisch nicht vorhanden. Dies wird zudem durch die nur kurzzeitige Einwirkung des gepulsten Lasers auf die zu schweißende Stelle erreicht.
Ergebnisse des Laserschweißens überzeugen durch hohe Ansichtsgüte der Schweißnaht
Diese erfordert kaum Nacharbeit. So ist es uns möglich, geschliffene Edelstahlbleche mit unterschiedlicher Schliffausrichtung qualitativ hochwertig zu verschweißen, ohne dass der Schliff der Bleche erneuert werden muss.
Zum Anfang diesen Jahres haben wir im Bereich Fertigung in eine zweite Laserschweißanlage investiert.
Frank Schuldig
